
Page 120 - DMGT501_OPERATIONS_MANAGEMENT
P. 120
Operations Management
Notes
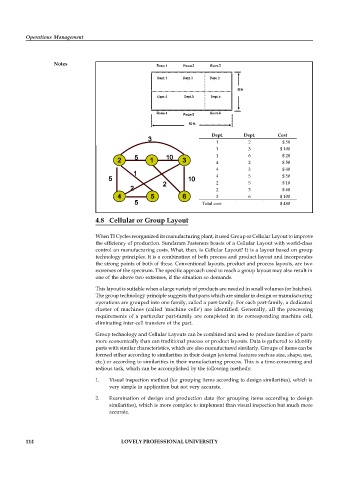
Dept. Dept. Cost
3
1 2 $ 50
0 1 3 $ 100
5 10 1 6 $ 20
2 1 3
0 0 4 2 $ 50
4 3 $ 40
1 4 5 $ 50
5 0 10
0 2 2 0 2 5 $ 10
$ 60
2
3
0
4 0 5 6 3 6 $ 100
5 Total cost $ 480
0
4.8 Cellular or Group Layout
When TI Cycles reorganized its manufacturing plant, it used Group or Cellular Layout to improve
the efficiency of production. Sundaram Fasteners boasts of a Cellular Layout with world-class
control on manufacturing costs. What, then, is Cellular Layout? It is a layout based on group
technology principles. It is a combination of both process and product layout and incorporates
the strong points of both of these. Conventional layouts, product and process layouts, are two
extremes of the spectrum. The specific approach used to reach a group layout may also result in
one of the above two extremes, if the situation so demands.
This layout is suitable when a large variety of products are needed in small volumes (or batches).
The group technology principle suggests that parts which are similar in design or manufacturing
operations are grouped into one family, called a part-family. For each part-family, a dedicated
cluster of machines (called 'machine cells') are identified. Generally, all the processing
requirements of a particular part-family are completed in its corresponding machine cell,
eliminating inter-cell transfers of the part.
Group technology and Cellular Layouts can be combined and used to produce families of parts
more economically than can traditional process or product layouts. Data is gathered to identify
parts with similar characteristics, which are also manufactured similarly. Groups of items can be
formed either according to similarities in their design (external features such as size, shape, use,
etc.) or according to similarities in their manufacturing process. This is a time-consuming and
tedious task, which can be accomplished by the following methods:
1. Visual inspection method (for grouping items according to design similarities), which is
very simple in application but not very accurate.
2. Examination of design and production data (for grouping items according to design
similarities), which is more complex to implement than visual inspection but much more
accurate.
114 LOVELY PROFESSIONAL UNIVERSITY