
Page 273 - DMGT206_PRODUCTION_AND_OPERATIONS_MANAGEMENT
P. 273
Production and Operations Management
Notes In the example of ABC Electricals, TAMS looked at the bottleneck operation to see how it could
be improved. Initially riveting (the bottleneck operation) took place using a 5 tonne press,
which completed the riveting in two passes. It had a rotating fixture that permitted riveting of
two rivets simultaneously. The rotating fixture was removed and a die was designed so that
riveting required just one pass. Testing took place immediately following riveting. Consecutive
test failures were flagged up immediately allowing corrections to be made without a backlog of
test failures. All acceptable products were then immediately laser marked with the company
logo and specification. Finally, the product was unloaded to a multi-lane conveyor to packing.
With the change in the bottleneck, the assembly line was redesigned using the LOT technique.
As you can see, the newly designed assembly line had seven stations with 7 operators. This
meant that there was an increase in the number of stations and workers. It was less efficient than
the layout suggested earlier.
However, though less efficient, the new system was able to reduce the cycle time 0.060 hours i.e.,
the output had increased from 1960 units per month to 3200 units per month. This gave ABC
Electricals the number of assembled Contact Breakers units they required. It also pruned the
excessive costs so that ABC Electricals would eventually be more competitive.
Very often, better results are obtained when the organization is effective rather than when it is
efficient. Being more effective it reduced the costs of the product and ABC Electricals, the additional
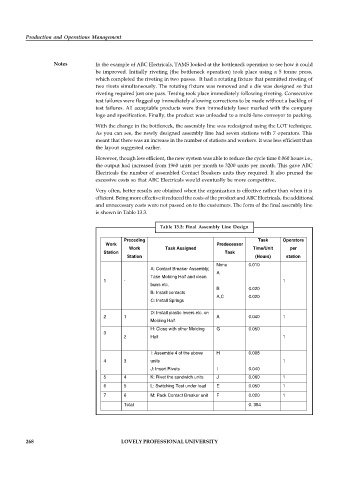
and unnecessary costs were not passed on to the customers. The form of the final assembly line
is shown in Table 13.3.
Table 13.3: Final Assembly Line Design
Preceding Task Operators
Work Predecessor
Work Task Assigned Time/Unit per
Station Task
Station (Hours) station
None 0.010
A: Contact Breaker Assembly;
A
Take Molding Half and clean
1 - 1
burrs etc.
B 0.020
B: Install contacts
A,C 0.020
C: Install Springs
D: Install plastic levers etc. on
2 1 A 0.040 1
Molding Half.
H: Close with other Molding G 0.050
3
2 Half 1
I: Assemble 4 of the above H 0.008
4 3 units 1
J: Insert Rivets I 0.040
5 4 K: Rivet the sandwich units J 0.060 1
6 5 L: Switching Test under load E 0.050 1
7 6 M: Pack Contact Breaker unit F 0.020 1
Total 0. 354
268 LOVELY PROFESSIONAL UNIVERSITY