
Page 183 - DMGT524_TOTAL_QUALITY_MANAGEMENT
P. 183
Total Quality Management
Notes the probability of detection so that it would be possible to take remedial action whilst in
operation.
Conclusion
Using a technique such as Failure Modes and Effects Analysis allowed us to systematically
identify the risks in a mechanism design, quantify those risks with relative ratings and
recommend design changes to increase the probability of product success. This process
was used as a very effective tool for verifying if the proposed layout and design of the
mechanism adequately coped with the failure modes that would predictably occur during
machine operation.
Source: http://www.icubedtechnologies.com/csFMEA.php
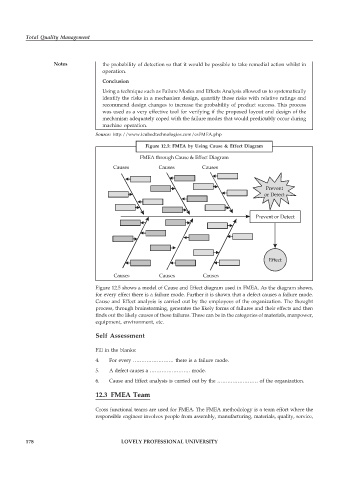
Figure 12.5: FMEA by Using Cause & Effect Diagram
FMEA through Cause & Effect Diagram
Causes Causes Causes
Prevent
or Detect
Prevent or Detect
Effect
Causes Causes Causes
Figure 12.5 shows a model of Cause and Effect diagram used in FMEA. As the diagram shows,
for every effect there is a failure mode. Further it is shown that a defect causes a failure mode.
Cause and Effect analysis is carried out by the employees of the organization. The thought
process, through brainstorming, generates the likely forms of failures and their effects and then
finds out the likely causes of these failures. These can be in the categories of materials, manpower,
equipment, environment, etc.
Self Assessment
Fill in the blanks:
4. For every …………………… there is a failure mode.
5. A defect causes a …………………… mode.
6. Cause and Effect analysis is carried out by the …………………… of the organization.
12.3 FMEA Team
Cross functional teams are used for FMEA. The FMEA methodology is a team effort where the
responsible engineer involves people from assembly, manufacturing, materials, quality, service,
178 LOVELY PROFESSIONAL UNIVERSITY